| |
Назначение.
Установка DS10D предназначена для обработки швов при ремонте и изготовлении трубопроводов, баковой аппаратуры, конструкций различной конфигурации и размеров на предприятиях машиностроения, металлургии и химического машиностроения.
Установка DS10D предназначена для электрофизической обработки сварных соединений, которые подлежат послесварочной обработке.
Заменяет традиционную послесварочную термическую обработку сварных конструкций толщиной до 20-30 мм для любого вида сварки (электродуговая, электронно-лучевая и др.).
Позволяет без температурного нагрева повысить конструктивную прочность и долговечность изделия, улучшить свойства металла шва, снизить уровень внутренних напряжений.
Продолжительность обработки - 15-20 минут.
Технологические принципы.
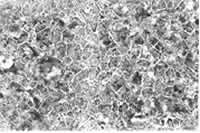
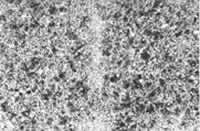
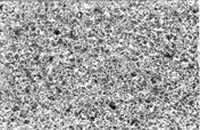
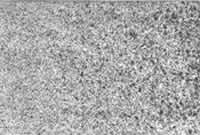
В конструкциях после сварки возникают внутренние напряжения и остаточные деформации, которые сопровождаются изменением структуры металла. C течением времени внутренние напряжения по распределению и по величине выравниваются и снижаются (релаксация напряжений). Процесс естественной релаксации - это медленный затухающий процесс, слишком длительный по времени (например, «вылеживание» заготовок в течение нескольких лет). Для ускорения релаксации применяют различные способы послесварочной обработки (термическая, вибрационная, ультразвуковая и др.). Наибольшее распространение получила термическая обработка в печах (высокий отпуск или отжиг). В результате обработки снижаются внутренние напряжения, уменьшается плотность дислокаций, улучшается структура металла в зоне шва. Время термической обработки составляет несколько часов и устанавливается опытным путем.
Большие затраты энергии из-за необходимости нагрева всего изделия и длительность по времени делают послесварочную термообработку дорогостоящей операцией и трудновыполнимой для крупногабаритных конструкций. В некоторых практических случаях применяют ультразвуковую обработку, вибрационную обработку на специальном стенде и др. Релаксация достигается за счет резонансного воздействия, направленного на снижение пиков внутренних напряжений. Указанные способы обработки имеют ограниченную область применения, а по отношению к потребляемой мощности характеризуется чрезвычайно низким коэффициентом полезного действия.
Специалистами ООО "ДС" разработана установка DS10D и технология для электрофизической обработки (ЭФО) сварных швов, которые подлежат послесварочной обработке. Заменяет традиционную термическую обработку сварных конструкций для любого вида сварки (электродуговая, электронно-лучевая и др.).
Технология электрофизической обработки заключается в пропускании по металлу сварного соединения (детали, узла) импульсов электрического тока.
Ток изменяется по определенному закону, который задается и поддерживается системой автоматического управления установки DS10D.
Высокоэнергетическое воздействие тока инициирует структурную перестройку металла шва. Электрический ток через создаваемые в кристаллах напряжения (механическая и электронная сила) вызывает перемещение дислокаций и ускоряет релаксацию внутренних напряжений. Глубина релаксации увеличивается при увеличении числа импульсов тока. Плотность дислокаций уменьшается (истощение дислокационной структуры). Изменение дислокационной структуры сопровождается улучшением структурно чувствительных характеристик металла (уменьшение твердости, увеличение ударной вязкости, увеличение магнитной проницаемости и др.).
Электрофизическая обработка является эффективным методом повышения надежности сварных конструкций и увеличения срока их службы. Прочностные свойства и характеристики пластичности сварных соединений углеродистой и низколегированной сталей обеспечиваются на уровне основного металла, а уровень ударной вязкости на 20-40% выше, чем после термической обработки и значительно выше, чем основного металла.
Технология наиболее эффективна для локальной обработки зоны сварного соединения крупногабаритных конструкций (баков, емкостей и др.), что не возможно другими способами. Сварные швы крупногабаритных конструкций обрабатываются отдельными участками.
Параметры для электрофизической обработки типовых конструкций при помощи установки DS10D представлены в технологической инструкции.
Работоспособность установки DS10D и технологии подтверждена ИЭС им. Е.О.Патона НАН Украины.
Электрофизическая обработка является эффективным методом повышения надежности сварных конструкций и увеличения срока их службы.
Технологическая инструкция определяет параметры электрофизической обработки для типовых конструкций и оптимизируется по номенклатуре изделий заказчика.
Описание установки.
Установка DS10D состоит из шкафа управления, соединительного кабеля и зажимов. На лицевой панели шкафа управления сосредоточены приборы управления, индикации и регистрации параметров режима. Установка DS10D универсальная, может устанавливаться стационарно или доставляться к месту обработки. Эксплуатируется в условиях производственных помещений, климатическое исполнение – УХЛ.4. Для других условий эксплуатации установка DS10D размещается в контейнере.
Объект обработки подключается к установке при помощи соединительного кабеля длиной до 15 метров, снабженного зажимами или специальной оснасткой для подвода тока к конструкции.
Технологическая инструкция определяет параметры электрофизической обработки, оптимизированные по номенклатуре изделий заказчика. По технологической инструкции определяются точки подключения зажимов и параметры обработки, которые вводятся в систему автоматического управления. После пуска установка DS10D выполняет обработку сварного соединения в автоматическом режиме управления. Исключена зависимость качества обработки от квалификации оператора.
Система управления установки оснащена программно-математическим обеспечением, которое позволяет поддерживать заданные параметры технологического процесса. Объем оперативной памяти позволяет сохранять параметры 8 режимов обработки. Текущие параметры режима обработки регистрируются на самописце.
Технические характеристики установки:
| Диапазон изменения амплитуды однополярных импульсов тока, кА |
от 0.1 до 10.0 |
| Напряжение рабочего тока,не более, В |
30 |
| Автоматическое управление режимом,число режимов |
8 |
| Точность поддержания заданного тока , % |
3-5 |
|
Длительность одного цикла обработки, мин.
|
15-20 |
|
Потребляемая электроэнергия за цикл, кВт•ч
|
10-14 |
| Напряжение питающей сети ~3, 50 Гц, В |
380 ± 20 |
| Габаритные размеры, мм
- длина
- ширина
- высота
|
900
1200
1930
|
| Масса (без кабеля), кг |
960 |
Патент Украины №43290А. Установка DS10D сертифицирована в системе УкрСЕПРО № UA 1.146.19804-01.
Технология электрофизической обработки и установка DS10D одобрены Госнадзорохрантруда Украины
|